








|
Royer Royer A |
Fabriqué ou assemblé en France de 1954 à (Postérieur à) 1954.
Rareté en France : Peu courant (dans les vide-greniers non spécialisés)
N° inventaire : 10260
Fiche technique complète
Chronologie des appareils Royer
Présentation des nouveautés 1949, dans Photo-Revue :
Pour beaucoup d’amateurs le nom de ce nouvel appareil est encore inconnu ; sa dernière présentation n’ayant pas permis une très large diffusion de ses avantages, rappelons-les ici brièvement. De construction soignée, en métal moulé sous pression, donc très rigide, le "ROYER" possède en propre divers perfectionnements brevetés, tels que : le blocage du déclencheur sur boîtier après chaque exposition, la mise en batterie garantie automatique 100 %, obtenue grâce à une étude et un contrôle rigoureux des pièces composant son mécanisme, l’utilisation des 2 formats 6 x 9 et 4,5 x 6 avec une innovation intéressante réalisée dans la lecture des numéros du fim : les voyants, avec le "ROYER", sont effectivement séparés, et les numéros de format sont lisibles chacun dans leur propre fenêtre.
En dehors de ceci, l’appareil possède divers avantages, tels que l’utilisation de n’importe quelle bobine 6 x 9, à petit ou gros axe, le contrôle de la position du film par une fenêtre rouge ou blanche (vue prise ou à prendre), la lecture directe et instantanée de la table de profondeur de champ, le viseur optique encastré.
Le logement du mécanisme retardateur dans le boîtier, séparé de l’obturateur lui-même, a permis la création de pièces, pignons et axes plus résistants, donc moins sujets à usure et à pannes.
L’appareil est équipé des meilleurs marques d’optiques, de renommée mondiale, BERTHIOT traité F 4,5 — FLOR traité F : 3,8 ou F : 4,5 — ANGENIEUX traité F : 4,5 ou F 3,5.
Devant le succès remporté depuis sa mise en vente, La Société Industrielle de Technique Optique, a développé la chaîne de fabrication du "ROYER" ; elle a installé ses ateliers dans de nouveaux locaux, spécialement conçus à cet effet, et met à la disposition de ses clients un appareil de haute qualité, spécialement étudié par des techniciens de la partie, contrôlé à tous ses stades de fabrication, et vérifié selon les procédés les plus modernes de la technique photographique.
La S.I.T.O. présente cette année son obturateur de haute qualité étalonné de la seconde au 1/300° muni de la prise de synchronisation pour lampes flash.
Cet obturateur équipera les nouveaux modèles que sortira en série la Société en juin prochain, avec F:3,5 ANGENIEUX traité et FLOR F : 3,8 traité, et par la suite la plupart des modèles de sa fabrication.
Les folding Royer sont solidement construits. Ce sont des appareils bi-format 6 x 9 et 4,5 x 6, pouvant fonctionner avec du film 120 ou 620. Photo-Plait et uniquement ce distributeur, entre 1954 et 1957, indique 6 x 6 comme second format. Un examen approfondi de certains exemplaires confirme cette étrangeté. Elle concerne différents modèles qui sur d'autres catalogues sont des 4,5 x 6. Elle est associée à la présence du cache regard inactinique rond, puisque les inscriptions sur le dos papier des films 120 ne sont pas au même niveau pour les formats 6 x 6 et 4,5 x 6. Dans ce cas, les marques de cadrage dans le viseur sont plus écartées que sur les versions 4,5 x 6.
Ils sont entièrement métalliques, recouvert d'un gainage. Les angles du corps sont nus.
On peut noter des variantes dans les détails :
Le capot intégre le viseur. Le dessus de celui-ci peut être ou pas gainé. Le tour de la fenêtre antérieur peut différer, sans doute en fonction du moule utilisé lors de la fonte.
Certains exemplaires ont des anneaux pour sangle, alors que d'autres n'en ont pas.
Les ciseaux sont chromés, sauf sur les Royer A et B pour lesquels ils sont partiellement peints en noir.
Le cache du regard inactinique permettant la lecture du numéro de vue peut avoir deux formes, soit rond, soit allongé et pivotant sur son centre.
Le retardateur, s'il est présent, peut être sur le capot, dans la majorité des cas, ou directement sur l'obturateur.
Vous pouvez consulter les résultats d'un sondage effectué il y a plusieurs années auprès de nos visiteurs, pour avoir une idée de la fréquence de ces détails.
La synthèse des différents modèles de folding Royer n'est pas évidente à établir, car la dénomination des modèles dans les différents catalogues n'est pas toujours fiable.
| Modèle | Année | Objectif 4,5 | Objectif 3,5 | Obturateur | |||||||
| Berthiot Spécial | Angénieux | Royer Sitar | Flor Berthiot | Flor Berthiot | Angénieux | 1/10 à 1/200 | 1/10 à 1/300 | Retard.1 | Synchro.1 | ||
| Royer I | 48-49 | oui | oui | oui | |||||||
| Royer I R | 48-53 | oui (48-51) |
oui (48-51) |
oui (50-53) |
oui | oui4 | oui | ||||
| Royer II 5 | 48-49 | oui | oui | ||||||||
| Royer II R 5 | 49-57 | oui | oui | oui | oui4 | oui | |||||
| Royer II RS 5 | 49-57 | oui | oui | oui | oui | oui | oui4 | oui | oui | ||
| Royer III | 49 | oui | oui | ||||||||
| Royer III R | 49-50 | oui | oui | oui | |||||||
| Royer III RS | 49-57 | oui | oui | oui4 | oui | oui | |||||
| Royer IV 2 | 49-57 | oui | oui | oui | oui4 | oui | oui | ||||
| Royer A 3 | 54 | oui | |||||||||
| Royer B 3 | 54-55 | oui | oui | ||||||||
1 Les lettres R et S désignent la présence d'un retardateur (R) et d'une synchro pour flash (S), mais c'est là que le bât blesse car les distributeurs ne les indiquent pas toujours dans les catalogues.
2 Le Royer IV est le seul modèle à avoir un objectif ouvrant à f/3,5.
3 Les Royer A et B sont des modèles spécifiques à Photo-Plait, avec objectif Trylor 4,5 et obturateur particulier 1/25 à 1/200.
4 Au cours de l'année 1952, les obturateurs passent d'une vitesse maximale égale à 1/200 à celle de 1/300.
5 Les objectifs des Royer II sont traités et apparaissent bleutés. __________
Le Royer A n'apparaît que dans les catalogues du distributeur Photo-Plait. Il a la particularité d'avoir des ciseaux partiellement peints en noir. L'obturateur n'a pas le 1/10. Les vitesses commencent au 1/25. L'objectif est un Roussel Trylor, qui ne se rencontre que sur les Royer A et B dsitribué par Photo-Plait.
Son cache regard inactinique rond est adapté aux formats 6 x 9 et 6 x 6 cm.


UN TRAVAIL D'HORLOGERIE DE PRECISION
 120 PIÈCES ENTRENT DANS LA FABRICATION D'UN OBTURATEUR
120 PIÈCES ENTRENT DANS LA FABRICATION D'UN OBTURATEURAvant la guerre, la suprématie des obturateurs étrangers était indiscutable, et la France devait importer la majeure partie de ses besoins. Depuis 1945, des constructeurs français se sont penchés sur le délicat problème de la construction des obturateurs et ont réussi à en fabriquer qui, tant aux points de vue robustesse, endurance que précision dans les vitesses peuvent rivaliser avec les fabrications étrangères.
Pièce essentielle de l'appareil photographique, l'obturateur est d'une fabrication fort complexe qui exige de nombreuses opérations d'un usinage de haute précision que nous allons résumer dans cet article.
L'ÉTUDE D'UN OBTURATEUR
Cette étude nécessite à l'ingénieur qui le crée une quantité de connaissances diverses :
Savoir faire des épures très précises à grande échelle, connaître la résistance des matériaux, la mécanique horlogère, les outillages à découper, les tours automatiques, et semi-automatiques, et les machines outils en général, les moyens efficaces pour durcir localement les métaux sans les rendre cassants, la protection des métaux contre l'oxydation, les tours de main d'usinage et démontage des pièces, la standardisation des éléments, avoir des notions d'optique.
Il doit, en outre, connaître les temps d'usinage et de montage pour avoir un ensemble d'un prix permettant la compétition commerciale.
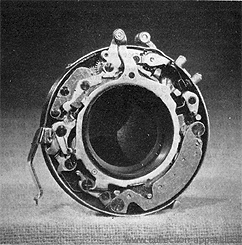
Il doit loger dans un espace annulaire de diamètre 56 x 30 mm, d'épaisseur 10 mm environ, 120 pièces constituées de métaux différents allant du duralumin à l'acier résistant à 180 kg par mm2.
Ces pièces se meuvent soit doucement pendant un temps extrêmement précis, soit percutent les unes sur les autres, nécessitant des trempes et des surfaces rigoureusement polies.
Un obturateur doit pouvoir fonctionner 5.000 fois sans que l'on puisse constater la moindre usure de pièces, et surtout, sans variation dans les vitesses. Nous en avons poussé un, avec succès, jusqu'à 26.500 fois, sans y relever de variation appréciable des vitesses.
QU'Y A-T-IL DANS UN OBTURATEUR
Cet ensemble complexe se compose de neuf parties principales :
— Une platine sur laquelle se débattent tous les mécanismes;
— Un premier mouvement d'horlogerie créant les variations de vitesses;
— Un deuxième mouvement d'horlogerie qui permet le retardement;
— Un troisième mouvement donnant le retard pour synchroniser l'allumage du flash;
— Un dispositif de commande des lamelles d'obturation;
— Un jeu de lamelles d'obturation;
— Un carter arrière;
— Un ensemble de lames d'iris, servant à diaphragmer l'objectif;
— Un dispositif de contact électrique pour allumage du flash.
LA FABRICATION
Quelques chiffres illustrent la complexité d'un obturateur :
Certaines des 120 pièces minuscules qui le composent, demandent 12 à 15 opérations d'usinage. La fabrication des pièces détachées représente environ 600 opérations variées, le montage se compose de 150 opérations élémentaires.
Pour obtenir la constance et la qualité désirée, 300 contrôles intermédiaires de pièces sont effectués.
Les opérations d'usinage varient de 5 secondes à 2 minutes.
Les métaux doivent être de premier choix; acier trempé suédois, feuillard laminé à froid, laiton dur type horlogerie, duralumin traité, bronze ou glucynium.
L'état des surfaces doit être l'objet d'un contrôle rigoureux. En effet, des pièces d'un fini imparfait s'usent, grippent ou projettent des limailles dans l'objectif.
Tous les mouvements doivent fonctionner à sec.
LES OUTILLAGES. — 60 outils à découper du type « outils suisses » donnent des pièces précises à plus ou moins 1/100 de mm près.
Les tours semi-automatiques sont équipés de 10 à 14 outils.
Les perceuses multiples tournent à 9 000 tours minutes.
LE MONTAGE. — Les 150 opérations de la chaîne de montage, nécessitent un personnel qui n'obtient son plein rendement qu'après un entraînement minimum de six mois. Chaque vitesse est réglée et contrôlée à l'oscillographe cathodique qui permet de déceler des erreurs de moins de 5 %.
LE CONTRÔLE FINAL. — Outre les 300 opérations de contrôle des pièces détachées et des sous ensembles, le contrôle final vérifie toutes les fonctions de l'obturateur et demande pas moins de 10 minutes de travail. Un oscillographe cathodique, identique à celui du montage, contrôle plusieurs éléments essentiels : l'exactitude des vitesses, la courbe de rendement de l'obturateur, et le retard entre l'allumage du flash et l'ouverture des volets.
Au cours des opérations de montage et de contrôle, toutes les pièces de l'obturateur ont fonctionné en moyenne une centaine de fois, l'obturateur accepté au contrôle est donc bien rodé.
LES QUALITÉS ESSENTIELLES d'un bon obturateur sont :
L'EXACTITUDE DES VITESSES AFFICHÉES. — En effet, la presque totalité des utilisateurs n'a aucun moyen de vérifier cette exactitude. Ils ne peuvent donc se baser que sur la bonne foi du constructeur. Cette qualité est indispensable pour les prises de vues en couleur qui n'admettent guère d'écart de temps d'exposition. En outre, à quoi pourrait servir une cellule photo électrique si elle donne des chiffres qui ne sont pas en correspondance avec ceux affichés sur l'obturateur.
Un détail intéressant à signaler : Certains obturateurs permettent des clichés corrects avec des lampes magnésium, au 1/50 et même au 1/100 de seconde (nous parlons d'obturateurs qui n'ont pas la synchronisation intégrale), alors que d'autres donnent des sous expositions à partir du 1/50. Ce sont ces derniers qui sont les meilleurs car leurs vitesses sont exactes. Les vitesses des premiers sont beaucoup trop lentes, car au lieu de faire le 50e ou le 100e annoncés on n'a fait que du 25° réel. Peu d'utilisateurs sont au courant de ce détail.
 |
 |
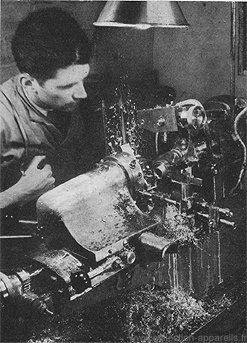
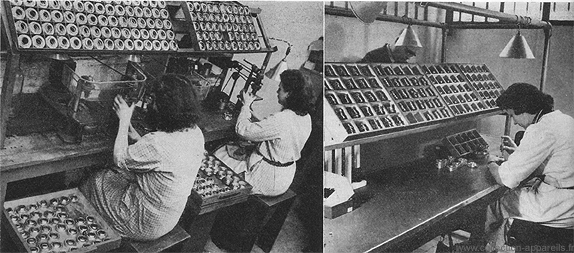
| Opérations de tournage et filetage des carters bruts de fonderie |
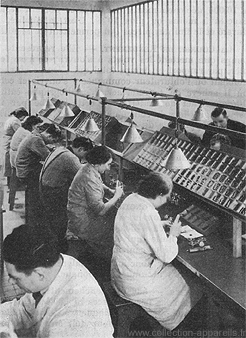
Chaîne de montage des obturateurs |
 |
|
| De gauche à droite : Percage au calibre et fraisage des platines. Une des phases de montage des pièces mécaniques sur platine. |
|
LA CONSTANCE DES VITESSES. — Même après 5 000 à 10 000 déclenchements, les vitesses doivent rester exactes à moins ou plus 10 %. C'est la qualité, la dureté et le fini des pièces qui permettent ce résultat.
LA COURBE DE RENDEMENT. — Elle représente le temps que mettent les volets à s'ouvrir, et à se fermer, par rapport au temps total qui s'écoule entre le moment où l'obturateur commence à s'ouvrir et celui où il achève de se refermer. L'oscillographe cathodique permet de matérialiser cette courbe par un éclair fugitif lors du contrôle des vitesses. Cette courbe doit se rapprocher du rectangle parfait, c'est-à-dire : temps d'ouverture presque nul (ligne montante verticale), temps d'exposition (ligne horizontale) et le temps de fermeture presque nul (ligne descendante verticale). Dans les obturateurs de qualité médiocre, ce rectangle se transforme en un trapèze et même parfois en triangle.
LA SÉCURITÉ DE FONCTIONNEMENT. — Un bon obturateur doit fonctionner à toutes les températures, depuis + 80 jusqu'à —50°, d'où la nécessité de n'employer aucune huile (qui coulerait à haute température, et figerait le mécanisme par grand froid).
Il doit pouvoir fonctionner malgré la poussière inévitable qui s'y accumule à la longue.
L'ENDURANCE. — 5.000 déclenchements ne doivent affecter en rien les performances ni la sécurité. Cela représente 10 photos prises chaque week-end pendant dix ans, après quoi l'obturateur doit être aussi précis qu'au début.
SYNCHRONISATION PARFAITE. — II est nécessaire que l'éclair magnésium ou électronique se déclanche sans raté, et donne son éclairement maximum au moment précis où les volets sont à pleine ouverture, pour que le sujet bénéficie du maximum de lumière dépensée. Aux grandes vitesses, au 300° par exemple, un décalage de l'allumage de 1/100 de seconde est interdit, car l'obturateur se sera déjà refermé quand l'éclair donnera son plein éclairement.
Les obturateurs Royer « Synchromat » permettent l'utilisation indifférente des lampes électroniques et magnésium à toutes les vitesses d'obturation, grâce à un mécanisme d'horlogerie réglant le temps de départ de l'allumage par rapport à la pleine ouverture des volets.
On obtient à volonté 5 ou 20 millisecondes d'avance à l'allumage en branchant la prise sur F ou M dans le cas de lampes magnésium, et zéro milliseconde en branchant sur X dans le cas de lampes électroniques.
Le retard de 20 millisecondes est également permis lorsqu'on utilise le retardement, ce qui permet à l'opérateur de figurer sur son cliché, même à grande vitesse et de nuit.
La solution adoptée d'avoir deux bornes pour l'obturateur, l'une pour les lampes magnésium, l'autre pour les lampes électroniques, est certainement la plus judicieuse, car elle évite d'avoir à déplacer des leviers, opération que l'on peut oublier, ou qui peut se produire intempestivement lors d'un faux mouvement.
La tendance actuelle dans les obturateurs à synchronisation non intégrale est de faire établir les contacts d'allumage à pleine ouverture des volets, ce qui permet d'utiliser les flashes électroniques à toutes les vitesses, ainsi que le flash magnésium, mais ce dernier jusqu'au 25° seulement, ce qui représente un compromis satisfaisant.
L'isolement des contacts de flash doit également être l'objet de soins attentifs.
PRÉCISION D'USINAGE. — L'objectif, qui se monte sur l'obturateur, est constitué de deux ensembles placés à l'avant et à l'arrière de ce dernier. Les qualités de l'objectif seront détruites si les cotes d'usinage de l'obturateur ne sont pas exactes à plus ou moins 2/100 de millimètre près.
En outre, la seule façon d'avoir un centrage parfait de l'objectif (qualité essentielle) est de reprendre sur son tour l'obturateur complètement terminé, et d'usiner le filetage arrière par rapport au filetage de l'avant qu'on a vissé sur la partie tournante du tour.
INALTÉRABILITÉ. — La constitution et la protection des métaux divers constituant toute cette mécanique complexe, doivent interdire toute oxydation qui rendrait rapidement l'obturateur hors d'usage. Les aciers sont cuivrés, puis nickelés, et ensuite chromés, ou encore bronzés. Les laitons sont nickelés et chromés. Le duralumin est alumilité (protection par une couche d'aluminium), ce qui lui donne une couche mince colorée, plus dure que l'acier et l'isole électriquement.
Nous pouvons affirmer que les obturateurs français actuels possèdent toutes les qualités développées ci-dessus, et qu'ils n'ont absolument rien à envier aux meilleures productions étrangères. Les constructeurs d'appareils photographiques qui ont eu recours à ces dernières, en ont fait eux-mêmes l'expérience.
Cet exposé a permis de décrire succintement ce qu'est un obturateur de classe.
Sept années seulement ont suffi à rattraper le retard sur la concurrence étrangère. L'avenir peut donc être envisagé avec optimisme.
DOCUMENTATION S. I. T. O. ROYER
Liens extérieurs ou bibliographie :
Vos photos prises avec le même appareil :
Ajouter un lien extérieur donnant des informations intéressantes sur cet appareil ou un élément de bibliographie utilisé lors de la préparation de cette page, une photo prise avec le même appareil, une photo de boîte de ce modèle ou une ancienne publicité au sujet de ce modèle
Objets de même marque en vente sur Ebay France (Appareil photo Royer) (Remis à jour toutes les 3 heures)
 Magnifique appareil photos français ROYER SAVOY type 1 ouverture façade de1956 65,00 euros Finira le 29-04-2024 à 18:54:20 |